不容错过的JK-7型螺旋乙烯醇抗裂纤维1吨价格<澳门>【本地】产品介绍视频展示!产品特点一目了然,为您的购买决策提供坚实依据。
以下是:澳门JK-7型螺旋乙烯醇抗裂纤维1吨价格<澳门>【本地】产品介绍的图文介绍
公司名称]销售(澳门) 本地 聚丙烯网状纤维、。均可定尺、加工。公司供应的产品均保证质量,可根据客户不同需求进行加工等。在技术要求上,可以按照要求生产,本公司生产主要产品有:(澳门) 本地 聚丙烯网状纤维、。公司秉承诚信服务、恪守信誉的宗旨,在同等的质量下,保证以z u i低的价格,z u i完善的服务,z u i高的信誉来答谢各界朋友的支持和厚爱,欢迎您的来电、咨询,我们将竭诚为您服务。


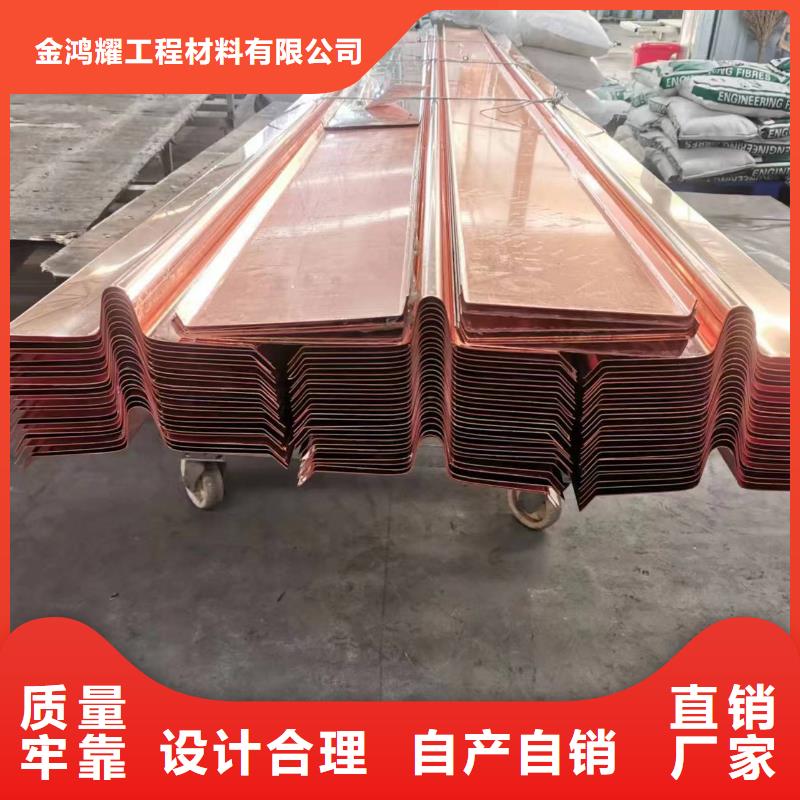
铜止水片焊接过程中焊嘴和焊条应做均匀协调的摆动,澳门止水铜片以控制熔池的热量适当、形状、大小始终保持一直。而在现场焊接作业过程中常常存在如下问题:焊嘴在沿焊缝纵向移动、横向摆动的同时,为做上下跳动,造成熔池温度过高;焊嘴的倾斜角度为按不同阶段进行适当调整;为按照所需火焰能率的变化改变焊条的位置和填入焊条的速度,造成熔池的形状和大小不一致。因此,焊接过程中焊嘴和焊条运动存在不协调情况,造成熔池热量、形状、大小控制不符合要求,从而影响了焊接质量。 细化焊嘴、焊条运动方向控制方案:焊嘴和焊条的运动包括三种动作:a,沿焊缝的纵向移动,不断地熔化工件和焊条,形成焊缝。B,焊嘴沿焊缝做横向摆动,充分加热焊件,使液体金属搅拌均匀,得到致密性好的焊缝。C,焊条在垂直焊缝的方向送进,并作上下移动,调节熔池的热量和焊条的填充量。在焊接时,焊嘴在沿焊缝纵向移动、横向摆动的同时,还要做上下跳动,以调节熔池的温度。 国标止水铜片,根据《水工建筑物止水材料相关规定》,其物理性能需满足抗拉强度205MPa及以上,延伸率在30%以上,铜含量超过99.9%才可称为国标止水铜片。 澳门生产的止水铜片,经质检部门检验合格,属国标产品。且我公司可免费提供质检报告以及质量保障书。同时由于我公司属加工销售一体企业,具有自己的加工生产以及研发团队,因此可批量生产止水铜片,可根据设计大样图免费成型。厂家直销,批量生产,价格优惠,欢迎来电咨询!



金鸿耀工程材料有限公司本着“品质至上、信誉至上、服务至上、时间至上”的企业经营理念,“诚信经营、信誉为本”的经营宗旨, 是一家专业研究、开发和销售 聚丙烯网状纤维、专业性企业,公司产品主要有 聚丙烯网状纤维、等系列,品种多,规格全。坚信客户永远是公司发展的源泉,坚持以市场为导向,以完善的售后服务为承诺,我们积j i参与推广以及行业交流活动,公司在长期的发展过程中以过硬的产品质量的优势和国内许多大型的公司都建立了长期良好的合作伙伴关系。



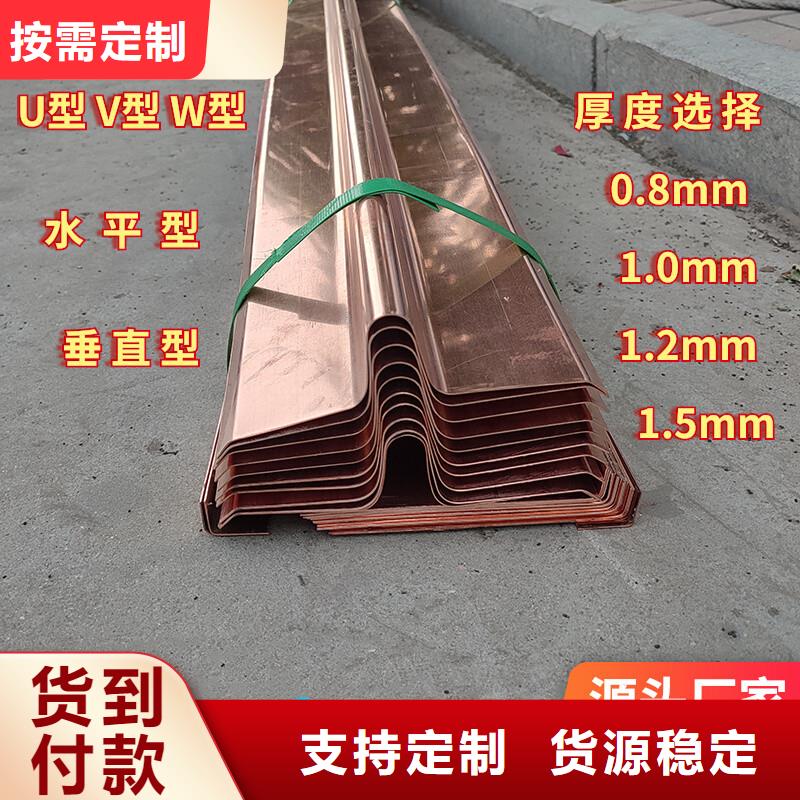
止水铜片止水铜板进行成型加工过程中可能会出现表面起皮的现象,澳门止水铜片表面起皮为板带材表面局部或呈带状破裂翻起,使带材表面的完整性和光洁性受到破坏。起皮一般沿轧制方向呈连续或断续分布,并在起皮处可以观察到金属皮与金属基体之间较为光滑,无黏结,有时存在污染物、夹杂等。引起起皮的原因主要为铸锭本身存在组织缺陷,如气孔、夹杂(渣)等.另一方面,热轧压合及当轧件表面在前工序受到外来物损伤,如磕碰伤、杂物压入等,在后续加工过程中造成金属流动出现断续而造成。对于铸锭内部组织缺陷,板带厚度越小,起皮越容易暴露;同时起皮料经过进一步轧制,会出现压漏或孔洞现象。 铜片止水加工生产过程中,应保持平整,表面的浮皮、锈污、油渍均应清除干净。如有砂眼、钉孔、裂纹应予焊补。现场接长宜用搭接焊。搭接长度应不小于20mm,且应双面焊接(包括“鼻子”部分)。经试验能够保证质量亦可采用对接焊,但均不得采用手工电弧焊。 保证焊接接头表面的光滑、无砂眼或裂纹,不渗水。在工厂加工的接头应抽查,抽查数量不少于接头总数的20%。在现场焊接的接头,应逐个进行外观和渗透检查合格。焊材需采用止水铜板母材的剪条,将脱氧剂放在焊粉中,焊粉采用气剂301。 焊接火焰选用中性焰:氧化焰会使熔池氧化,在焊缝中形成脆性的氧化亚铜;碳化焰则会产生一氧化碳和氢气,进入焊缝形成气孔。焊前首先将焊件预热:预热温度为400~500℃。由于高温铜液容易吸收气体,是焊缝金属产生多孔性的缺陷,同时,焊缝热影响区的晶粒粗大,还会使焊接接头的力学性能降低,所以焊缝的焊接层数越少越好,焊接时采用单道焊。焊后捶击焊接接头,使金属晶粒变细,从而提高其力学性能。 铜片止水安装也需严格按照标准执行,不得在表面上打孔,避免歪曲变形或其他损坏,安装时,其中线应与缝中线重合,其差错不大于±5mm,两边平段歪斜差错紫铜止水不大于±5mm,应对鼻子部分进行加固固定,防止浇灌混凝土时发生移位、偏离等情形。止水铜板安装浇灌过程中,应安排值班技术人员全程监工,注意检查止水片变形偏移情况,如有偏移,应立即予以纠正。混凝土浇灌人员应加强对紫铜止水片周边砼的平仓、振捣,防止骨料集中或欠振、漏振。振捣时振捣器不得触及止水片,并保持30cm以外的距离。 不得使用变形、裂纹和撕裂的聚氯乙稀(PVC)或橡胶止水带,铜止水片与橡皮止水的连接一般为垂直连接,连接方法采用氯丁胶粘接,粘接长度大于70MM,粘接前,将橡皮止水的凸起割掉形成平面,用手挫打毛,然后将粘接面涂上氯丁胶进行粘接,粘接必须牢固,防止裂缝。粘接后,将表面用螺栓加铁板进行固定。


为大家解读下我国南水北调工程中的混凝土工程所需的止水铜片,澳门止水铜片了解大型水利项目对紫铜止水带的要求有利于生产加工厂对产品质量的把控。 1.止水铜片外观:轮廓清晰,无裂纹、压折、凹坑; 2.止水铜片表面:平整无绣污、无浮皮、无油渍,无砂眼; 3.关于成型:压模一次性压制成型,止水铜片的转角和接头一律场内制作,现场搭接。 4.混凝土中紫铜止水带的抗拉力强度不小于205MPa,延伸率不低于百分之三十。 5.混凝土中的铜止水片冷弯180°时不出现裂缝,并且顶部可持续直径约1cm的弧度不断裂。 为了使紫铜止水带发挥出 止水效果,现在的安装施工尤为重要,如沥青灌注不实,则会引起渗漏,是影响止水效果 的隐患,伸缩缝的钢筋相对较密,水平止水铜片下部的混凝土难以振捣密实,振捣有一定难度,必须监督现场工人扎实施工,确保止水铜片翼缘放置于浇筑层中间,无论多层混凝土还是单层,都应确保其居中。在浇筑混凝土沥青时,将沥青熬制地点靠近灌注现场,防止运输造成的沥青温度降低。灌注必须分段进行,一次灌注长度不超过1m,排除沥青槽内的空气,每次灌注结束后需积极采取风度措施,防止杂物或水进入,避免形成冷缝引发渗漏,确保沥青灌注密实,这样才能使混凝土中的止水铜片发挥出 的止水效果






 扫一扫
扫一扫